MERCADOS & APLICACIONES
Tratamiento de gases de combustión
La incineración de residuos y muchos otros procesos industriales generan gases de combustión. La cal, la cal hidratada y los productos a base de piedra caliza son reactivos muy eficaces para capturar los contaminantes.


Tratamiento del agua
Los productos a base de cal y cal dolomítica se utilizan en varias etapas del tratamiento del agua, las aguas residuales y los lodos.

Agricultura
Los acondicionadores de suelos de Lhoist mitigan el pH del suelo y mejoran la calidad de las tierras de cultivo. El resultado es un mayor rendimiento por hectárea y un mejor uso de los recursos naturales.



Acero
Nuestros productos y minerales a base de calcio y magnesio se utilizan en todo el proceso de fabricación de hierro y acero como aglutinante o agente fundente para formar escoria.

Vidrio
Lhoist suministra productos puros de dolomita y caliza de composición química y granulometría constantes a la industria del vidrio.

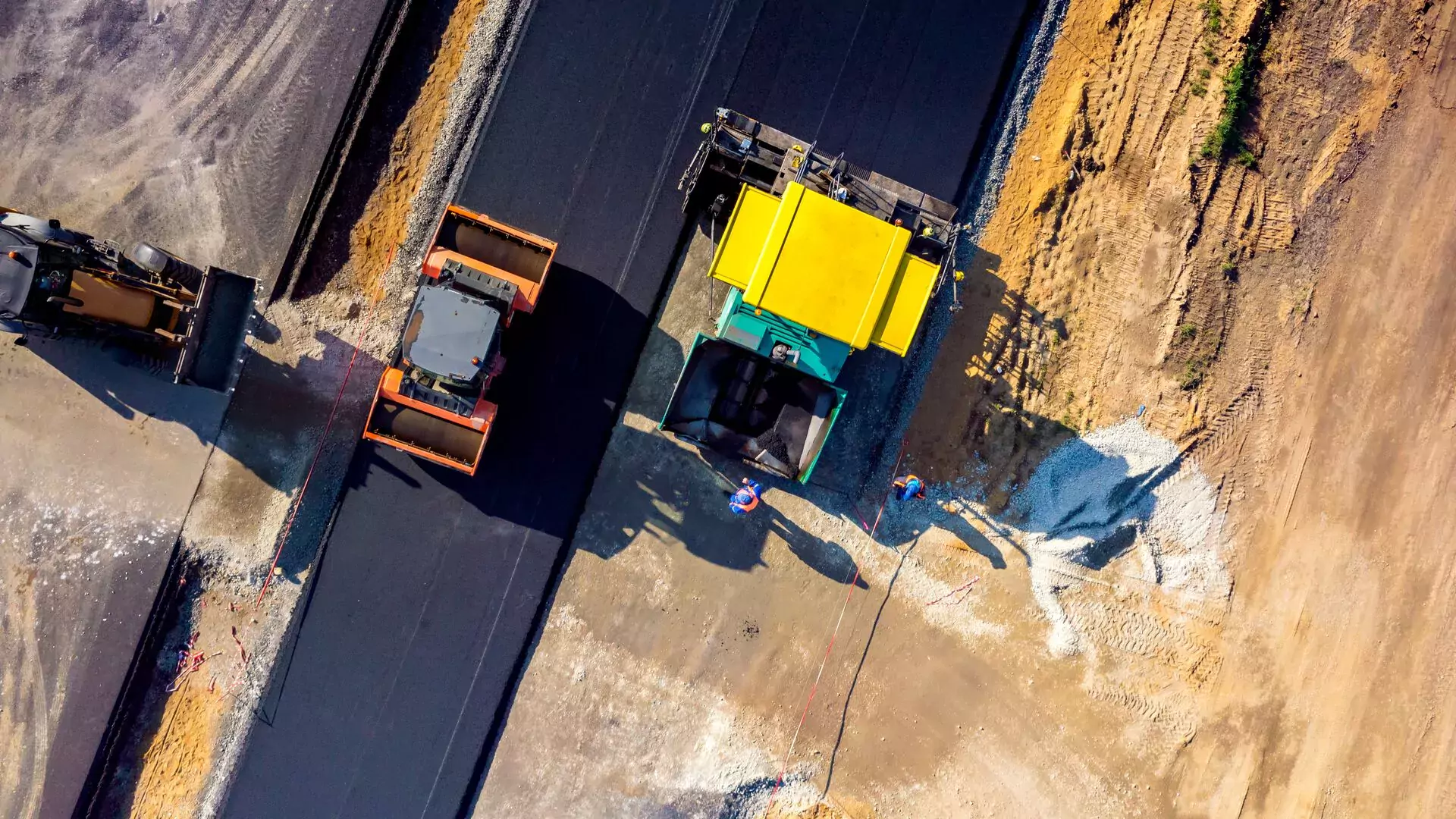
Carreteras e ingeniería civil
La cal mejora la trabajabilidad y el rendimiento mecánico de los suelos utilizados para vías férreas, carreteras, autopistas, obras hidráulicas, aeropuertos y plataformas industriales. La cal hidratada contribuye a la durabilidad de las estructuras asfálticas, como carreteras, autopistas y paseos.
Construcción
La piedra caliza y la arcilla son los principales componentes de los productos de construcción, como los morteros y revocos, y el hormigón. Lhoist ofrece una amplia gama de áridos, minerales molidos y triturados que se han desarrollado especialmente para su uso como rellenos y extensores.

Pulpa y papel
La cal se utiliza en múltiples aplicaciones de la industria de fabricación de pulpa y papel.

Procesamiento metalúrgico no ferroso
Los productos de cal desempeñan un papel fundamental en la extracción y recuperación de productos básicos no ferrosos como, entre otros, el cobre, el oro, la alúmina y el litio. Lhoist tiene una amplia gama de productos de cal con la pureza y reactividad adecuadas para la optimización de procesos y la recuperación de metales.

Químicos
Nuestros productos, a base de cal, magnesio y minerales, se utilizan como componente de relleno, agente neutralizador o reactivo químico en la producción de muchos productos químicos orgánicos e inorgánicos.

Refractarios
Nuestros productos de dolomita calcinada protegen los equipos (hornos, convertidores, hornos de arco eléctrico, etc.) durante los procesos térmicos utilizados en las industrias siderúrgica, del vidrio, del cemento y de la cerámica. La dolomita sinterizada constituye la base de los ladrillos y morteros refractarios.
