The challenge
Industrial boiler operators face stricter regulations under the Industrial Boiler MACT rule, which sets federal limits on pollutants such as hydrogen chloride (HCl). Most industrial boilers must keep HCl emissions below about 10-15 ppmv (wet basis).
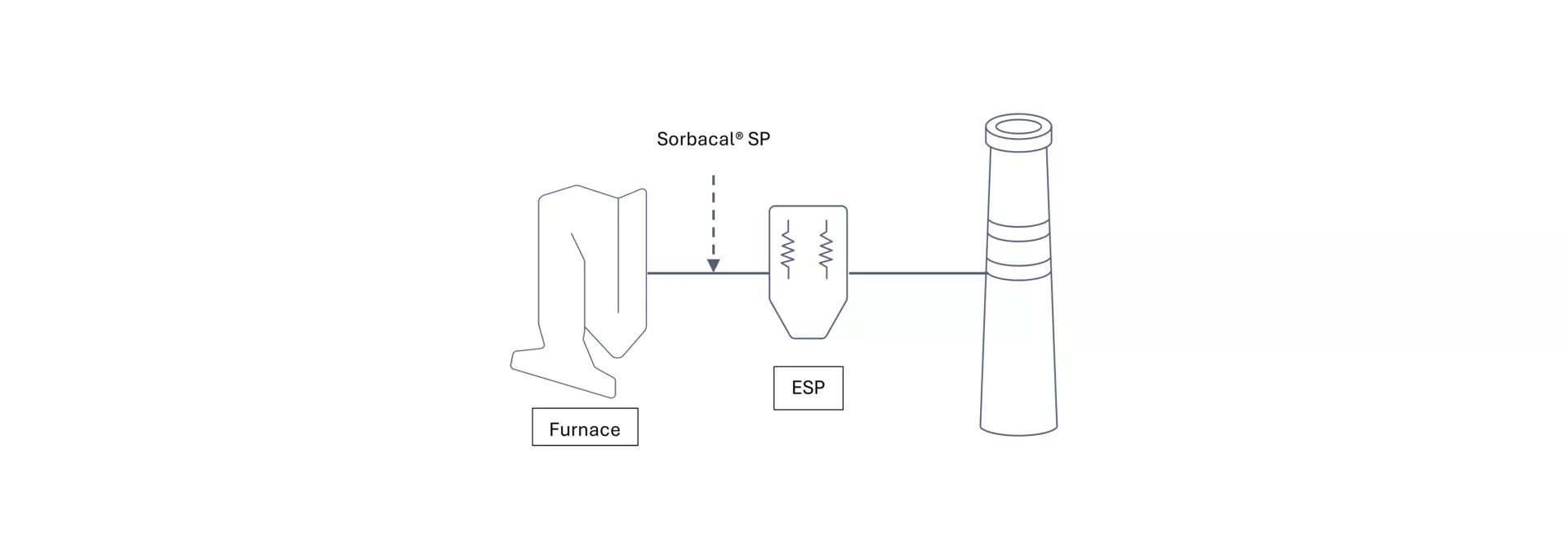
A pulp and paper facility conducted a proof-of-concept test using a temporary Dry Sorbent Injection (DSI) system to measure HCl emissions with an FTIR gas analyzer for Industrial Boiler MACT compliance. The end user needed to determine compliant dosage rates, operating costs, and the impact on their electrostatic precipitator. The program aimed to demonstrate DSI's effectiveness in reducing HCl emissions below regulatory limits, compare sorbents for cost, and assess short-term balance of plant impacts.
Lhoist supplied Sorbacal® SP and standard hydrated lime for testing and provided on-site technical support and data analysis.
The Lhoist solution
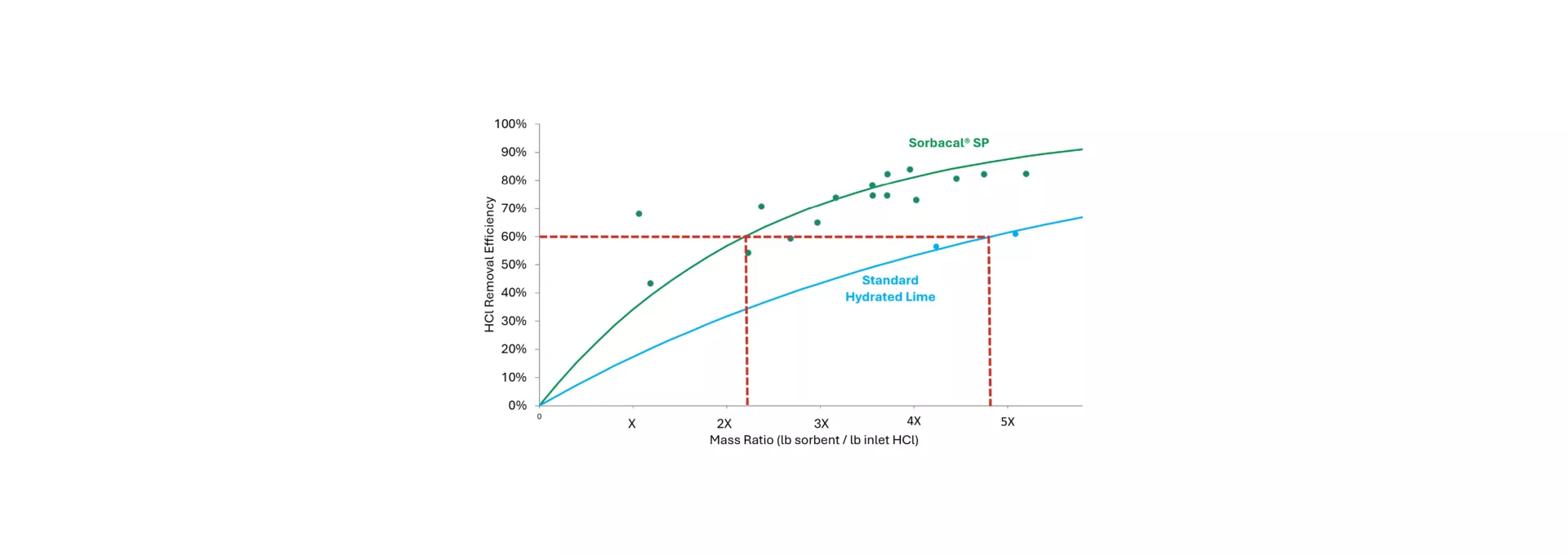
Sorbacal® SP is a hydrated lime sorbent designed for efficient acid gas control, featuring a surface area and pore volume 2-3 times greater than standard hydrated lime. This enhances sorbent utilization and can reduce consumption rates by 30-50%.
A pulp and paper mill tested Sorbacal® SP and a standard lime in a temporary DSI system to assess HCl emissions compliance, dosage needs, operating costs, and impacts on their electrostatic precipitator. Lhoist supplied the materials, mobile injection and measurement systems, and provided technical support throughout the testing and analysis.
The benefits
A temporary DSI system was installed to inject sorbent through eight (8) lances between the air pre-heater and cold-side electrostatic precipitator. The trial aimed for at least 75% HCl removal based on the plant’s fuel type.
Sorbacal® SP exceeded the required HCl removal efficiency target of > 75% while using about 50% less material than standard hydrated lime. DSI testing was primarily conducted with Sorbacal® SP, which raised stack opacity by only 1%, compared to over 15% with standard hydrated lime. As a result, extensive tests with standard hydrated lime were not conducted.
Sorbacal® SP offers improved efficiency for acid gas control and delivers advantages over standard hydrated lime products:
- Lower consumption rates by 30% to 50%.
- Reduced waste/residue generation, resulting in lower landfilling costs.
- Increased on-site silo storage time.
- Simplified logistics management related with ordering, tracking, and unloading pneumatic trucks.
- Enhanced process flexibility, allowing the use of a wider range of raw materials and fuels while maintaining compliance.
- Reduced impact on electrostatic precipitators:
- Lower mass loading due to reduced dosage rates.
- Less impact on native dust resistivity due to lower dosage rates.
- Improved particulate collection efficiency due to coarser particle sizes (Sorbacal® SP d50 ≈ 12 microns vs. standard hydrated lime d50 ≈ 2-5 microns)